O Centro Tecnológico Modo foi criado em abril de 2022 e conta atualmente com mais de 80 profissionais. Está organizado em duas divisões principais: o Departamento de Projetos e o Departamento de Engenharia Tecnológica.
O Departamento de Projetos inclui a Seção de Revisão de Projetos, a Seção de Desenvolvimento de Novos Projetos, a Seção de Projetos de Produção em Massa e a Seção de Desenvolvimento de Fornecedores. O Departamento de Tecnologia de Engenharia compreende a Seção de Modelagem e Análise, a Seção de Tecnologia de Ferramentas e Moldes, a Seção de Ferramentas e Fixações, a Seção de Planejamento da Linha de Produção, a Seção de Engenharia de Manufatura, a Seção de Implementação de Processos e Custos Padrão e a Seção de Testes e Laboratório.
O Centro de Tecnologia integra várias funções essenciais, incluindo design de produtos, simulação e desenvolvimento de protótipos; design, simulação e fabricação de ferramentas; design, simulação e implementação de linhas de produção; desenvolvimento de novos projetos; gerenciamento de projetos de produção em massa; monitoramento de projetos; gerenciamento de custos; e desenvolvimento de recursos. Ele atua como um centro de inovação abrangente e serve como o principal motor para o desenvolvimento e o avanço contínuos.




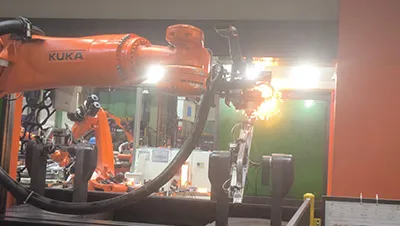
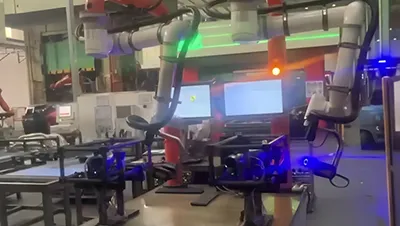
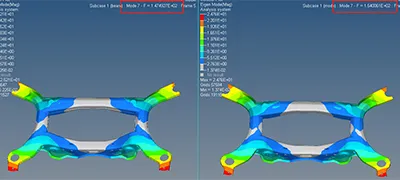
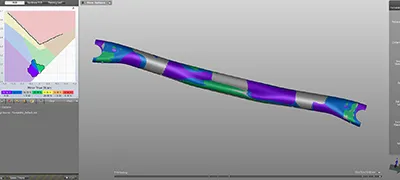
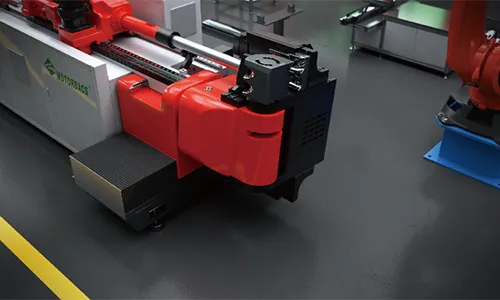
Contamos com uma equipe experiente de engenheiros profissionais especializados em projeto de ferramentas e dispositivos de verificação. Até o momento, mais de duzentos conjuntos de moldes e dispositivos de verificação foram projetados para projetos de vigas de torção e braços de suspensão do chassi. A equipe é proficiente em análise CAE, software de modelagem 3D e tecnologias avançadas de projeto de superfícies. A capacidade atual de fabricação interna de ferramentas inclui três centros de usinagem gantry, dois centros de usinagem de fresagem de alta velocidade, vinte e quatro centros de usinagem verticais, quatro tornos CNC e três máquinas de corte a fio. Com esses recursos, todo o trabalho de processamento e fabricação de ferramentas e dispositivos de fixação pode ser concluído internamente, com exceção do tratamento térmico e da usinagem de cinco eixos.